
Tento článek si píšu spíše jako manuál, proto je psán spíše bodově, a případně co a jak použít. Vím návodů je na inetu spoustu (většinou však ukazují jen nějaký demo projekt) Touto metodou není problém dělat DPS pro SMD i klasiku (pracuji s velikostí od 0603 0805 1206 atd.. Tak pouzdra typu TQFP, SSOP atd.. Používám cesty od 0,01“ tj. 0,254mm a mezery 0,012“ tj 0,3mm – toto vše se dá zvládnout)
1; Nejprve si připravím a nakreslím DPS, používám EAGLE Free License
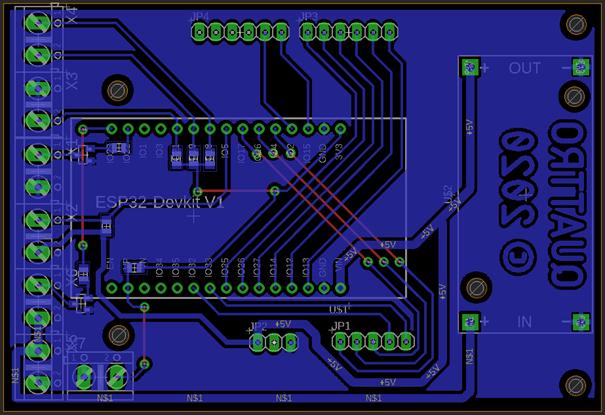
V tomto případě budu dělat jednostrannou DPS a 6 drátových propojek (nemá cenu dělat oboustrannou)
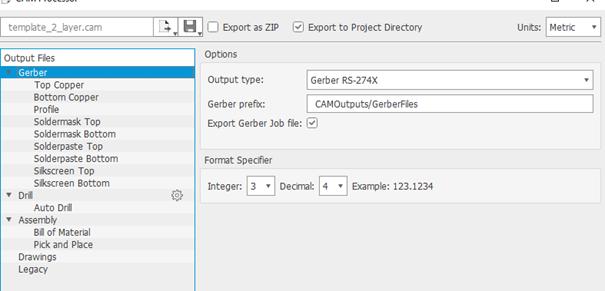
2; V Eagle dám „File“ „Cam processor“
Zde jsem si nastavil „Gerber RS-274X“ a Format „Integer 3“ „Decimal 4“. Nevím, zda je to už po instalaci jako default přednastavení, ale takto mi to funguje.
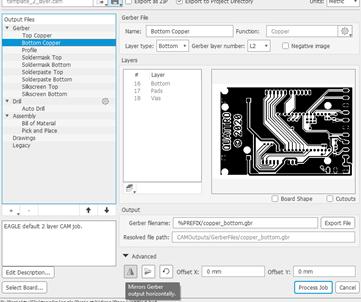
! Pokud dělám jednostranný DPS a DPS je na straně „B“ je dobré si rovnou do GRB souboru otočit spodní stranu a také vrtání! Jmenuje se to „Mirror Gerber“
A u vrtání „Mirror Excellon“
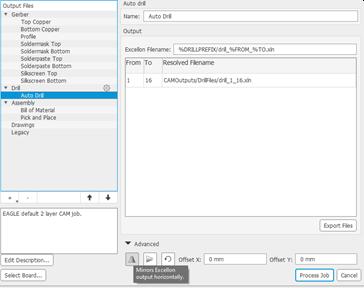
Nikde již nic jiného nenastavuji a dám „Process Job“. Tím vzniknou CAM soubory v adresáři CAMOutputs , kde je projekt uložen
Např.
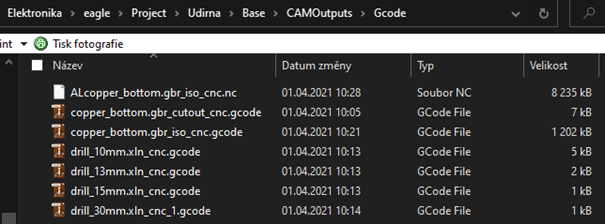
Rovnou si zde vytvořím adresář Gcode pro výstupní data frézky A mohu Eagle SW zavřít.
3; Pouštím FlatCam verze 8.991 BETA.
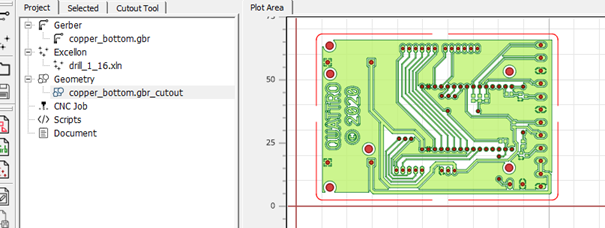
Přes „File“ „Open“ „Open GERBER“ načtu soubor z adresáře „GerberFiles“ a to „copper_bottom.gbr“ , tj. spodní stranu DPS kterou budu frézovat. Dále si rovnou otevřu vrtání „File“ „Open“ „Open Excellon“ a z adresáře DrillFiles otevřu. Mělo by vzniknout něco takového
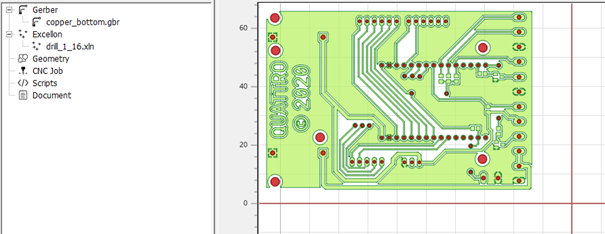
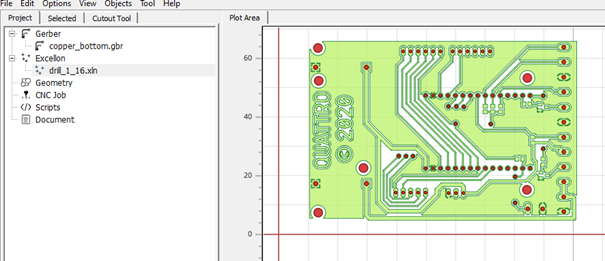
A; POSUN – Jde vidět, že vše mám posunuté do záporné osy X, tak si to posunu do správné pozice. To se udělá , dvojklik „copper_bottom.grb“ nebo „dril_1_16.xln“ a otevře se jiná záložka. Dole je „Offset“ a do závorek napíšu relativní posunutí v mém případě „(115.0, 0.0)“ a stisknu „Offset“ tím se mi obrazec posune o 115mm doprava. To samé udělám i s vrtáním. Výsledek
B; GENEROVÁNÍ OŘEZU – dvojklik na „copper_bottom.grb“ a zde stisknu tlačítko „Cutout Tool“. Zobrazí se:
„Tool Diameter“ je průměr nástroje frézy kterou budu dělat ořez
„Cut Z“ je hloubka řezu
„Margin“ odsazení
„Gap size“ délka ostrůvku
„Gaps“ počet ostrůvků
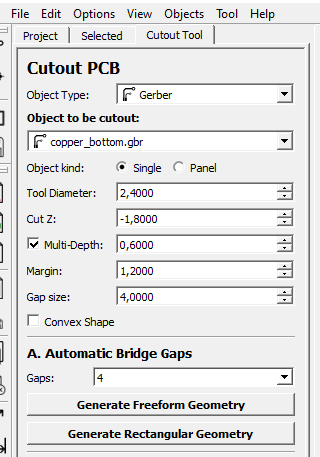
a dám „Generate Rectangular Geometry“ – výsledek
Nyní dvojklik na „copper_bottom.gbr_cutout“ abych vygeneroval GCODE pro ořez. Zde používám tyto hodnoty:
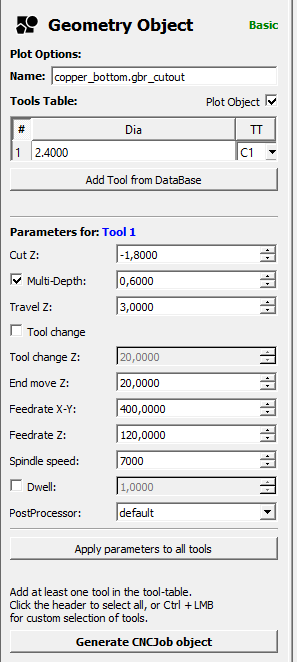
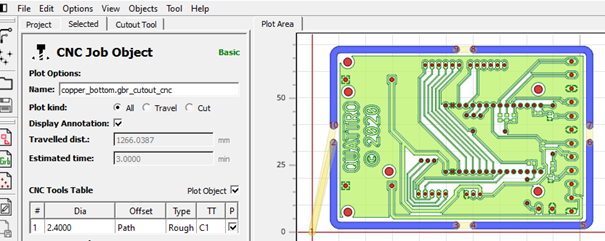
„Generate CNCJob object“. Vygenerují se dráhy a rovnou se změnilo okno pro uložení, tlačítko „Save CNC Code“ ukládám do vytvořeného adresáře „Gcode“
C; VRTÁNÍ – otevřu Drill_1_16.xln
Seznámení – nahoře je tabulka, kde jsou vyjmenovány jednotlivé potřebné vrtáky a počet děr.
Cut Z – hloubka vrtání
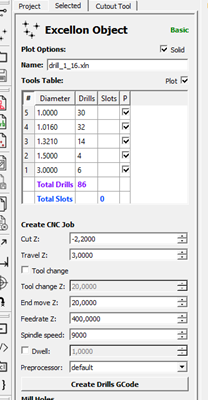
Tak začnu dělat jednotlivé soubory pro vrtání. Jak je vidět vrták 5 a 4 jsou „skoro“ stejné tak označím tyto dva řádky (klik s CTRL). Nahoře „Name“ kde je nyní dril_1_16.xln přejmenuji na drill_10mm.xln a dám generovat „Create Drill Gcode“. Objeví se nové okno a dám „Save CNC Code“ a uložím zase do adresáře Gcode. Ta změna názvu je abych se potom vyznal pro jaký průměr vrtáku je daný Gcode. Takto udělám ještě vrtáky 3 2 1.
Kontrola adresáře Gcode, mám tam tedy toto:
D; OBRAZEC DPS
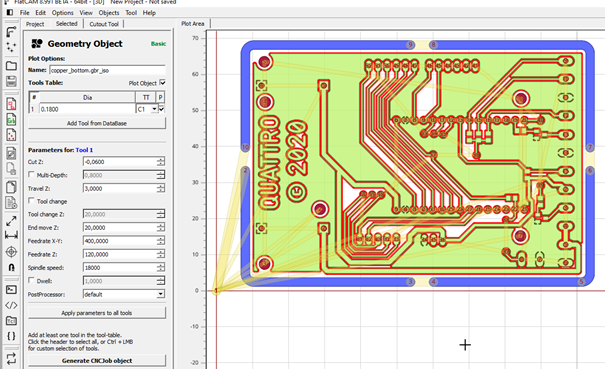
Otevřu „copper_bottom.gbr“
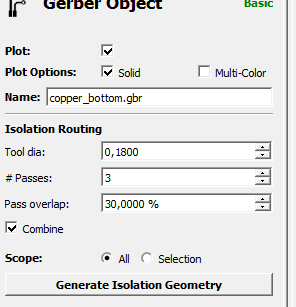
Používám Vbit frézu s 20st a 0.1mm špičku. Tool Dia je nastaven na 0.18 což po řadě pokusů mi vycházelo jako nejlepší. „Passes“ je kolikrát to bude frézka projíždět. Nezapomenout na zaškrtnout „Combine“ aby se generoval jen jeden soubor, a dám „Generate Isolation Geometry“
Červeně se mi zobrazí cesty, kudy frézka pojede.
Cut Z – optimální je -0.06, zkoušel jsem i -0.065, ale to už bralo podklad pod mědí a nebylo to hoezké. Hloubka -0.05 je zase mále a občas zůstala měď pod frézováním (hlavně u starších DPS). Feedrate X-Y nepoužívám větší jak 500, protože pak vznikají přejezdy a zakulacení rohů. Otáčky cca 18tis. A dám „Generate CNCJob object“. Obejví se okno pro uložení Gcode a uložím pomocí „Save CNC Code“
Tím mám vygenerované data.
4; AUTOLEVEL.
Protože se frézuje tenká vrstva mědi a DPS může být zvlněn (např. přilepenín, podložkou atd..) tak používám automatické vyrovnání pomocí sítě bodů. K tomu slouží program „AutolevellerAE 0.9.5.u2“. Jediné nastavení je „Controller“ a tam používám „MACH3“ Do něj si natáhnu „LOad OGF“ gcode pro frézování v mém případě „copper_bottom.gbr_iso_cnc.gcode“.
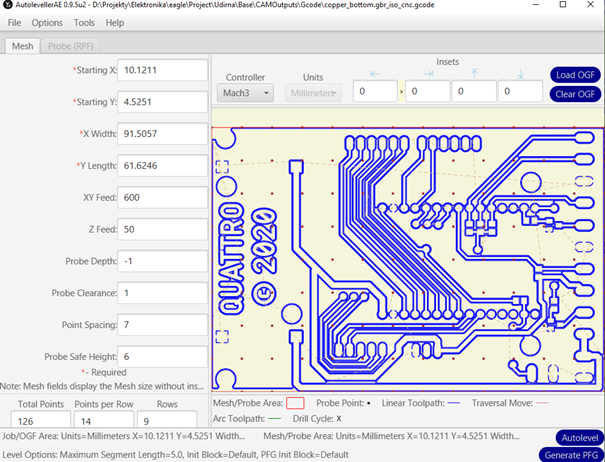
Červené body ukazují testovací body pro určení mapy zvlnění. Zde je dobré si dát pozor, aby žádný bod nebyl ve vyvrtané díře. Pokud tomu tak je měním „Point Spacing“ – vzdálenost bodů. Čím je síť jemnější (více bodů) tím přesněji bude kopírovat frézka povrch. V mém případě bude 14*9 bodů tj. 126. Až jsem spokojen, dám uložit pomocí tlačítka „Autolevel“.
5; přesun k frézce s nahraným adresářem Gcode
Kroky na frézce
- vrtání děr
- frézování DPS
- ořez DPS
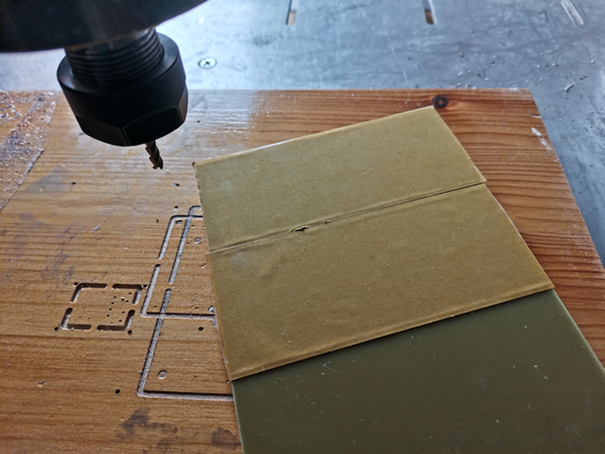
Na frézce si dám podložku (smrkovou spárovku) a na ni přilepím oboustrannou lepicí páskou DPS.
A najedu s vřetenem tak abych měl vrták v levém dolním rohu DPS. Tím vynuluji X a Y posuv.

VRTÁNÍ – vždy vyberu vrták (podle názvu souboru GCODE) a pomocí sondy najdu dotek vrtáku s DPS. Pak pustím vrtání

Po vyvrtání, očistím důkladně DPS , už na něj však moc netlačím, aby se na chvilku více nepřilepil a pak povolil.

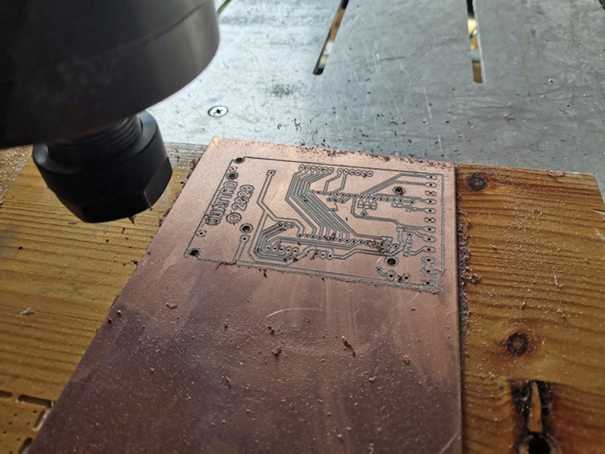
FRÉZOVÁNÍ DPS – vyměním za Vbit 20st, pustím si vřeteno na cca 3tis otáček a proti světlu zkontroluji, zda špička nelítá. Většinu když objednám Vbity z Číny, tak v jedné krabičce (10ks) je tak 2 až 4 bity, které hážou a nehodí se pro tuto činnost. Pak už jen připojím dotekovou sondu a pustím soubor „ALcopper_bottom.gbr_iso_cnc.nc (ten má v sobě ten autolevel).
OŘEZ dps – to je asi to nejjednodušší, vezmu 2.4mm frézu a pustím ořez. J

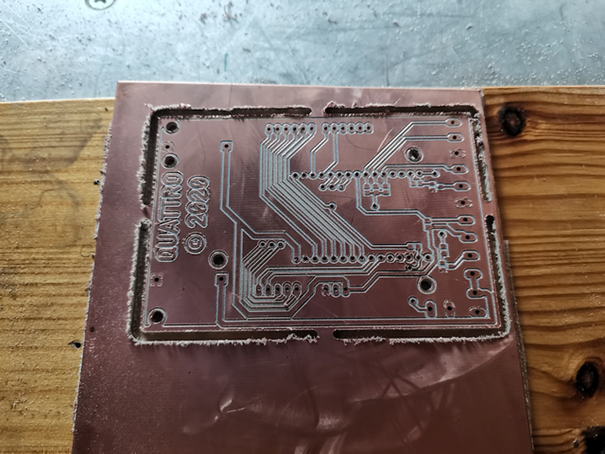
6; DOKONČENÍ – vyříznu DPS (přeříznu ostrůvky), na brusce je ještě dohladím. Poté vezmu brusný papír cca 800, namočím a přebrousím komplet DPS (po vrtání, po frézování). Pak už jen oplach vodou a kontrola.

Co říci závěrem. Je to jedna z možností jak dělat jednostranné a oboustranné DPS doma v prototypové formě. Určitě to není pro sériovou výrobu. Používám tuto metodu již druhý rok, a úplně jsem odešel od fotocesty. Příště bych se věnoval jak udělat obboustranný DPS (jen rozdíly oproti jednostrannému)
Plus
- Nepoužívá se chemie
- Nemusím hlídat časy pro osvit
- Nemusím hlídat leptání
- Většinu času odvede frézka J já jen kontroluji
Mínusy
- Pomalejší výroba než fotocesta (i když v mém případě se mi několikrát nepovedl osvit a jsem pak s časem stejně)
- Frézka 🙂