Alternativní postup k fotocestě na výrobu DPS.
1; příprava DPS
vezmu jednostrannou desku a pomocí např. CIF Cream pod vodou a hadrem pořádně vyčistím. Poté pod čistou vodou opláchnu zbytky nečistot a CIF a dám uschnout.


DPS před čištěním 
A po vyčištění
2; Nanesení akrylové barvy
Koupil jsem ve spreji akrylovou barvu černou matnou cca 600ml. Pod DPS si dám podložku , aby nebyla barva všude a postupně nastříkám na měď DPS. Barva musí být nastříkaná tak, aby nebyla vidět měď. Poté nechám zaschnout cca 1-2hod.

3; Příprava dat
Navrhnu si schéma a následně DPS v programu EAGLE. Tento program je free.


4; GERBER data
v okně s DPS v programu Eagle vyberu „CAM Processor“ . V okně dále vyberu „Output“ „Device“ a z nabízených vyberu „GERBER_RS274X“ Dále Kliknu na tlačítko „FILE“ vyberu správný adresář a zadám jméno exportovaného souboru. Většinou použiji stejný název jako je název DPS jen s tím, že dám na konec „_gerber“ . V podokně „Style“ je nutné vybrat „Mirror“ pokud budu tisknout spodní stranu (aby se tiskla zrcadlově). Jinak položky „pos.Coord“ a „Optimize“ nechávám zaškrtnuté. Poslední Okno „Layer“ vyberu co se má vše exportovat. Určitě „Dimension“, „Pads“, „Vias“ a podle strany buď „Top“ nebo „Bottom“. Export potvrdím tlačítkem „Process Job“.

5; Generování G-CODE pro DPS
Spustím program FlatCAM (free)
Při prvním spuštění doporučuji nastavit záložku „Options“ s těmito „parametry“
Units (mm)
Plot a Solid (zaškrtnuty)
Tool dia (0.1) – průměr nástroje (laseru)
Width (5) – počet průjezdů
Pass overlap (0.100000)
Combine Passes (zaškrtnout)

v menu „File“ vyberu „Open Gerber“ a vyberu náš vyexportovaný soubor

Označím si vlevo soubor a dám záložku „Selected“ . Vlevo jsou asi důležitá nastavení „Tool dia“ mám nastaveno na „0.1“ , dále „Width“ což je počet průjezdů (mám nastaveno na „5“ a „Pass overlap“ mám na „0.100000“ , pod tím je zaškrtávací „Combine Passes“ , určitě zaškrtnout aby vše generoval do jednoho souboru. a Spustím horní tlačítko „Generate Geometry“ .

Vrátím se na záložku „Project“ a mám zde další soubor „test_gerber_iso“ , ten označím a vrátím se zpět na záložku „Selected“

Zde nastavuji jak hluboko bude jezdit frézka, já toho využiji pro ovládání laseru. Když má jet frézka dolů, tak spustím laser, pokud nahoru tak vypnu. Tj. „Cut Z“ nechám na -.002 a „Travel Z“ nechám na kladné hodnotě. a dám horní tlačítko „Generate“ .

Vrátím se zpět na záložku „Project“ a vyberu třetí soubor „test_gerber_iso_cnc“ a jdu opět do záložky „Selected“

Zde již dám tlačítko „Export G-Code“ a zadám název souboru. Dávám koncovku gcode , abych se v souborech vyznal. Tj. nazvu jej test_gerber.gcode a dám „Uložit“. Tím mám vygenerovaný soubor s instrukcemi pro 3D tiskárnu.
6; Úprava G-CODE souboru
Je nutné nahradit instrukce pro frézku, instrukcemi pro laser. Otevřu si soubor (test_gerber.gcode) např. v poznámkovém bloku a jdu upravovat. v tabulce je vlevo co vyhledat , uprostřed čím nahradit, vpravo vysvětlení
| Původní | Nové | Význam |
| „G01 Z-0.0020“ | „M03 S200“ | Příkaz pro frézování, nahradit pro zapnutí laseru na PWM 200 |
| „G00 Z0.1000“ | „M03 S2“ | Příkaz k zvednutí frézy, nahradit pro vypnutí laseru na PWM 2 |
| „Y“ | “ Y“ | Přidat mezeru před Y |
poslední úpravou je přidání rychlosti. Vezmu si první řádek kde je posun X a Y a přidám na konec příkaz F500 (rychlost 500). Čím nižší rychlost tím přesnější vypalování. Používám právě 500 což bohatě vystačuje.
Soubor před , po úpravě a zobrazení úprav



7; Příprava tisku
pustím 3D tiskárnu a připevním hlavu s laserem. Na tisknutelnou podložku dám zábranu, aby v případě že laser někam uhne nepoškodil tuto podložku.Dále si připevním připravený DPS. Pomocí zvedání a snižování osy Z nastavím správný odstup laseru od podložky (aby byl laser zaostřen na vrchní část DPS) . Mám k tomu distanční sloupek.



Zapnu 3D tiskárnu a spustím si program pro odesílání gcode, např. Repetier-host. Abych nastavil správně počátek „pálení“ pošlu si do tiskárny příkaz „M03 S20“ což mi zapne laser a mírně svítí. Poté si posouvám osami X a Y a kontroluji zda bude počátek tisku nad DPS a zda mi někde při tisku nevyjede. Protože je na DPS matná barva tak paprsek nejde skoro vidět, beru si na pomoc kousek papíru a pokládám na DPS.

Na displeji tiskarny mám souřadnice X0 Y0 Z0 , tím mám vše připravené.V programu dám načtení mého G-code souboru (Menu Soubor/Nahrát nebo Ctrl+O) a vyberu můj upravený G-CODE soubor. Pokud je soubor správně zeditovaný, měl by se zobrazit tisknutý obrazec a měl by být vidět čas tisku.

Případně se dá zkontrolovat kód pomocí tlačítka „Edit G-Code“.
Pozn. pokud udělám nějaké úpravy (mimo repetier-host) v gcode po načtení do repetier-host, je nutné si soubor znovu načíst !!!
8; Tisk
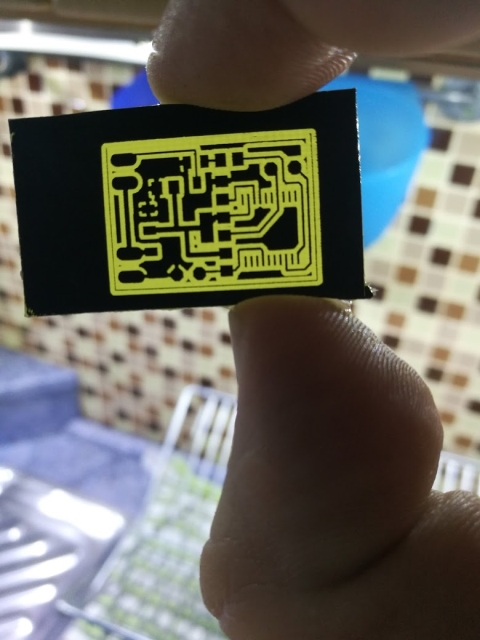
v repetier-host stisknu tlačítko „Print“ 🙂

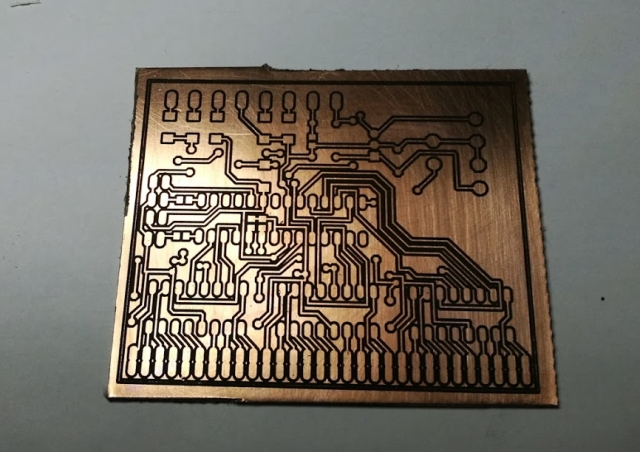
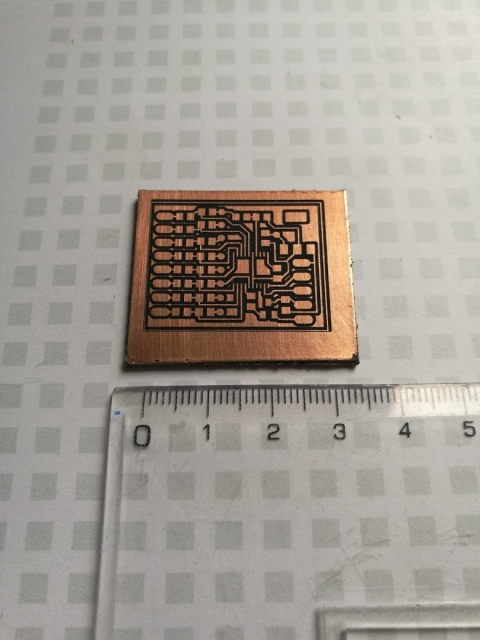
… A výsledek